Um die sichtbaren Qualitätsmerkmale eines Produkts zu kontrollieren, eignet sich besonders die Testmethode der Automatischen Optischen Inspektion, kurz AOI. Dabei werden mithilfe von Bildverarbeitungssystemen Fehler in der Produktion gefunden und gemeldet.
Mögliche Prüfungen in der optischen Qualitätskontrolle:
Visuelle Qualitätskontrollen werden in vielen Betrieben noch manuell durch geschulte Mitarbeiter im Vier-Augen-Prinzip durchgeführt. Diese Vorgehensweise bringt jedoch einige Nachteile mit sich. Irren ist bekanntlich menschlich. Auch die Beurteilung, ob ein Teil “gut” ist, oder nicht, ist stark von der subjektiven Beurteilung des Prüfenden beeinflusst. Zudem werden bei größeren Produktionsmengen nur Stichproben kontrolliert. Genau hier bieten Lösungen im Bereich der industriellen Bildverarbeitung enorme Vorteile.
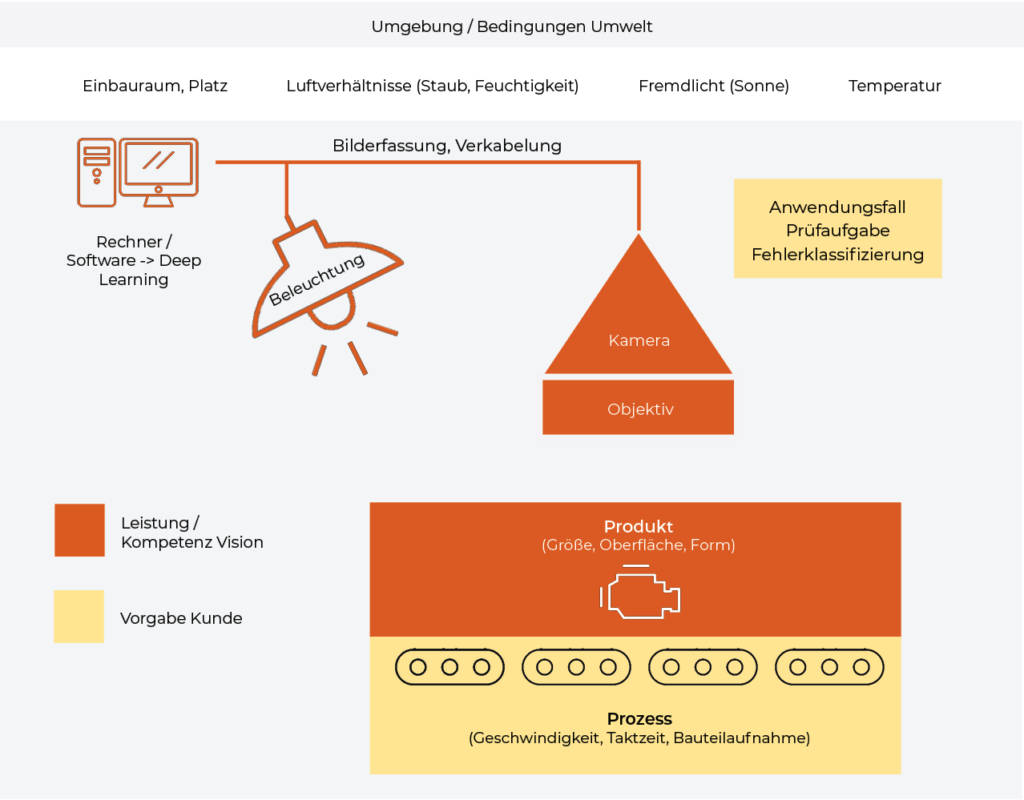
Industrielle Bildverarbeitung, oder Machine Vision, ist die automatisierte, digitale Qualitätsbewertung von Prüfobjekten. Die definierten Anforderungen werden auf Basis eines aufgenommenen Bildes, in 2D oder 3D, bewertet.
Industrielle Bildverarbeitung trägt dazu bei, komplexe industrielle Aufgaben zuverlässig und mit wiederholbaren Ergebnissen auszuführen.
Dies wird aufgrund folgender Faktoren zunehmend wichtiger:
Effizient und hochwertig: Wir bieten Ihnen innovative Systeme für eine moderne und zuverlässige Qualitätssicherung in der industriellen Automation an. Damit Fehler exakt dort ausgeschaltet werden, wo sie keine Folgekosten verursachen. In der Produktion, vor der Weiterverarbeitung – und vor allem vor Kontakt mit dem Kunden.
Maßgeschneidert & funktionell: Wir liefern die individuelle Grundlage für digitale Höchstleistungen. Funktionsspezifisch konzeptioniert, kosteneffizient umgesetzt, einfach bedienbar im Produktionsalltag. Für Qualitätssicherung, die nicht nur im Konzept überzeugt – sondern auch im laufenden Betrieb. Wir bieten an:
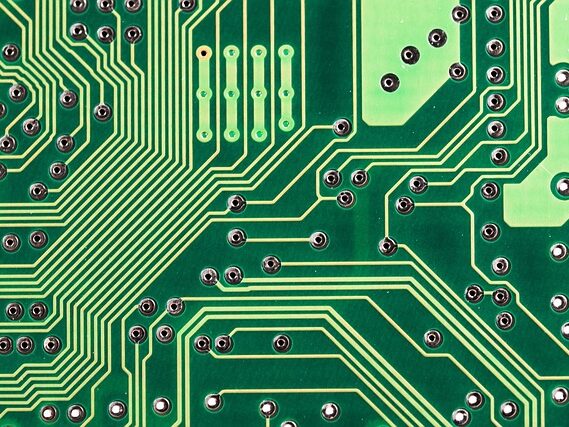
Zur Bestückungskontrolle von Leiterplatten wurde ein automatisches optisches Inspektionssystem (AOI) entwickelt, das eine Vielzahl an Merkmalen erfasst.
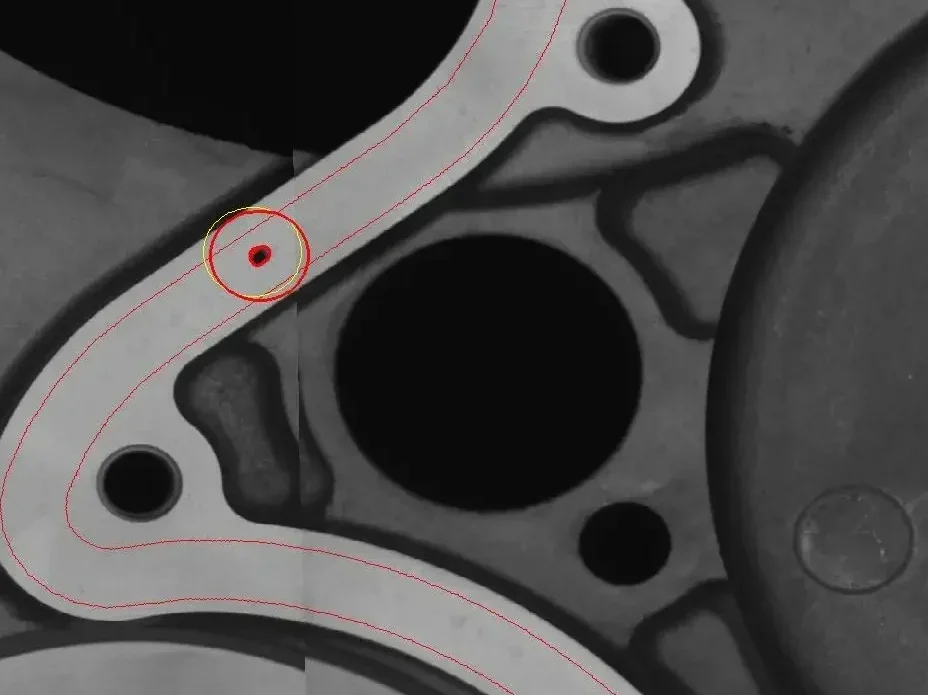
WeiterlesenDunkle Einschlüsse in den Kunststoffspritzgussteilen sind ein lästiges, zeitaufwendiges und kostspieliges Problem. Auch für diese Herausforderung konnten wir eine zuverlässige Lösung für Fehlergrößen bis zu min. 0,1mm² entwickeln.
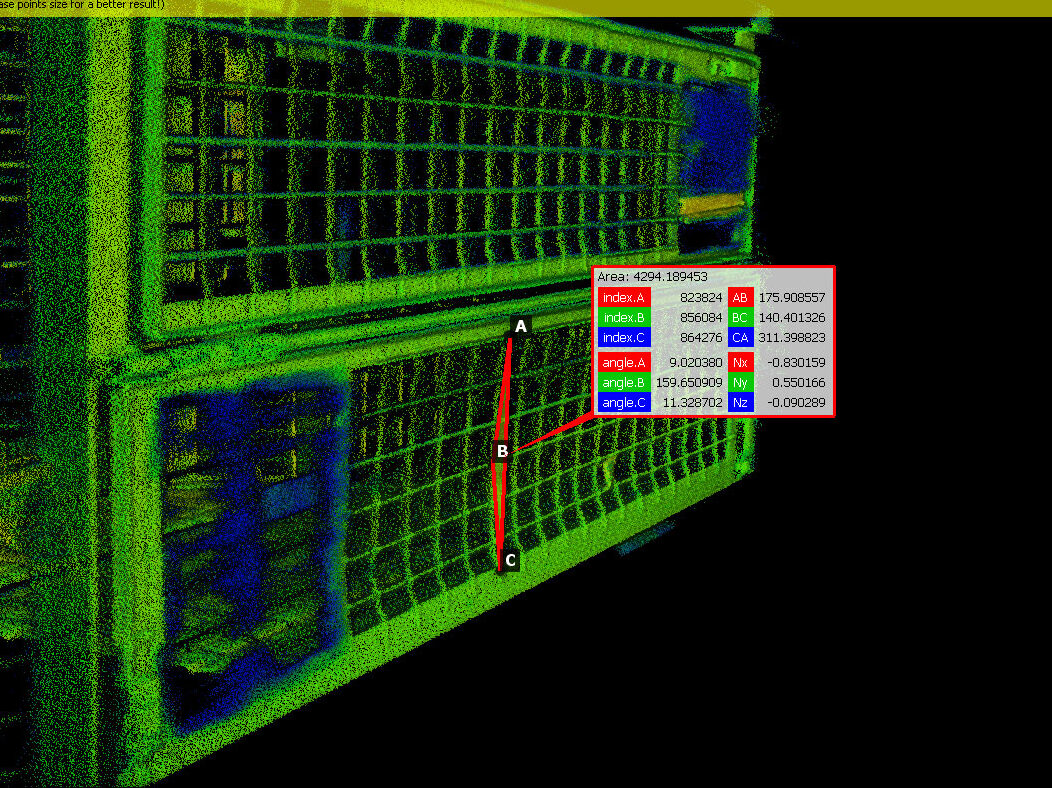
WeiterlesenSie möchten Ihre Schweißnähte / Schweißpunkte automatisiert prüfen?
Auch für die optische Inspektion von Schweißnähten können wir Sie mit unseren automatisierten Gesamtlösungen unterstützen.
WeiterlesenWir bei AUTFORCE haben uns auf Prüfsysteme & Prüfstandssoftware spezialisiert. Treten Sie in Kontakt mit uns. Gemeinsam finden wir die beste Lösung für Ihre Herausforderung!
Markus Piffer
Experte Industrielle Bildverarbeitung
+43 (664) 966 36 38
markus.piffer@autforce.com