Platzsparend
Durch die Durchführung von zwei Messungen in nur einem CUBE spart sich unser Kunde einerseits die Kosten, aber auch den Platz für die Aufstellfläche eines zweiten Geräts.
Prüf- und Teststationen von AUTFORCE
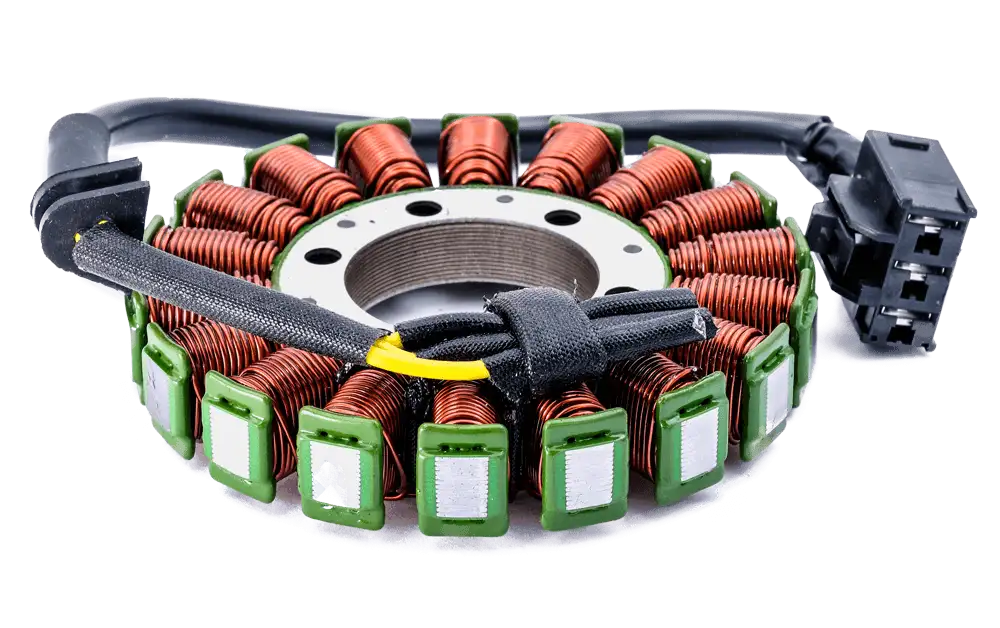
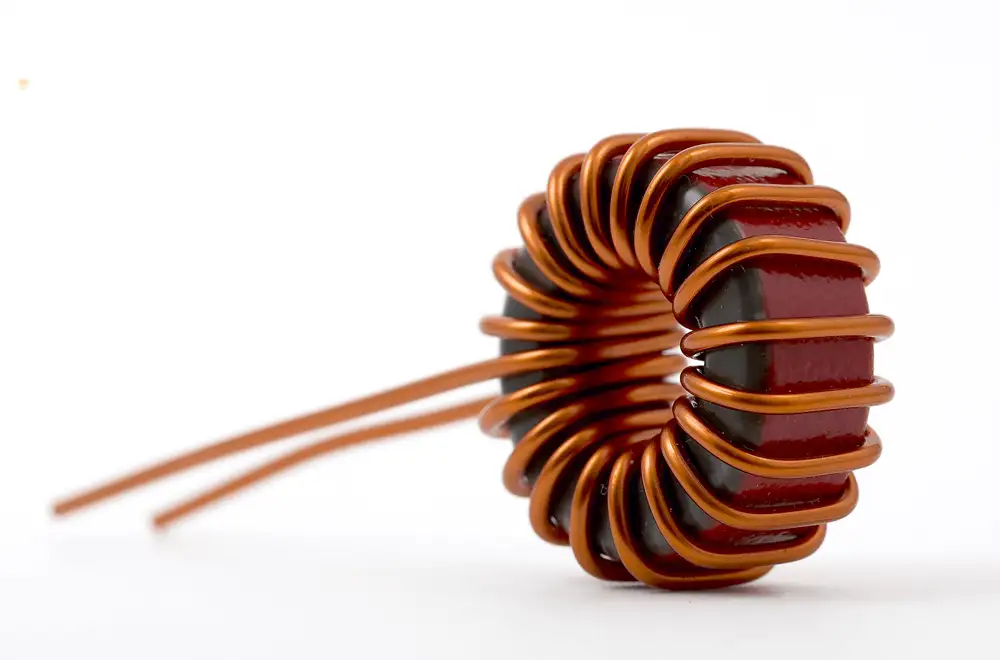
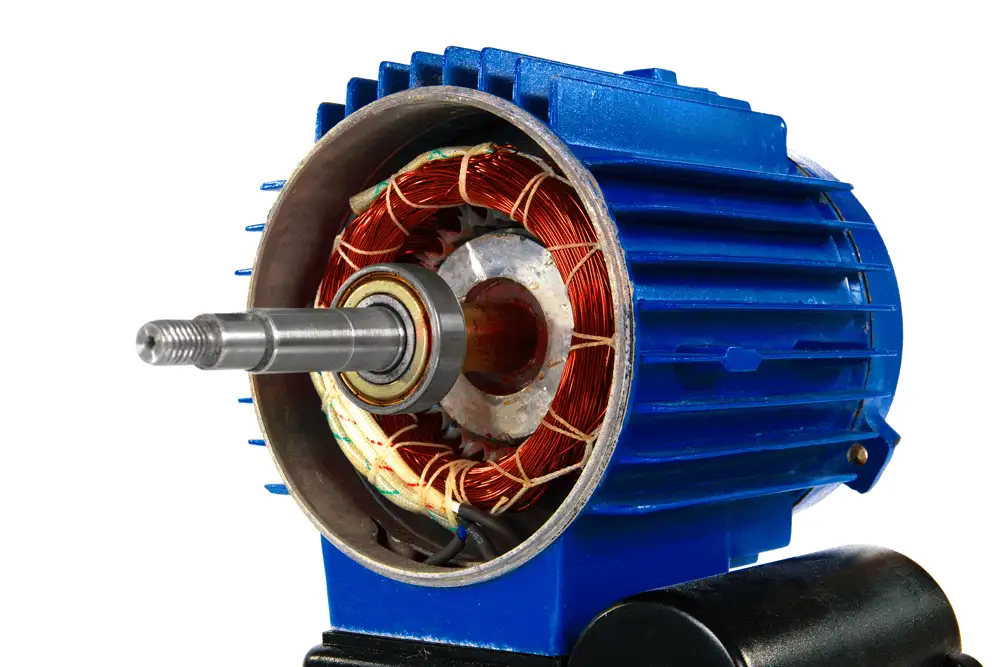
Ein weiterer CUBE hat unsere Halle verlassen und wird nun bei unserem Kunden
zur elektrotechnischen Prüfung und Lasermarkierung von Motorspulen verwendet.
Die Vorteile unserer modularen Prüfstationen haben sich bei diesem Projekt besonders herauskristallisiert. Ganz im Sinne der Nachhaltigkeit werden zwei Arbeitsschritte in nur einem CUBE durchgeführt – somit wird nicht nur Material und Geld gespart, auch der Platzbedarf für die Arbeitsvorgänge wird dadurch minimiert.
Durch die Durchführung von zwei Messungen in nur einem CUBE spart sich unser Kunde einerseits die Kosten, aber auch den Platz für die Aufstellfläche eines zweiten Geräts.
Die ergonomische Bauweise unterstützt die auszuführende Tätigkeit und bietet einen optimalen Arbeitsplatz.
Durch die Vakuumierung vorab kann der Prozess des Ölfüllens ebenfalls beschleunigt werden.

Durch den automatischen Ausschuss von NIO-Teilen wird die Fehlerquote ihrer Produktion minimiert.
Der Barcode auf der Laufkarte wird von einem Bediener mittels Handscanner erfasst. Das dazugehörige Prüfprogramm wird automatisch geladen und der Bediener kann das Bauteil nun in den CUBE einlegen.
Mittels Vision-Sensor wird überprüft, ob das Bauteil bereits gelasert wurde. Wurde keine Markierung erkannt, wird die Spule auf die zweite Position befördert.
An der zweiten Position erfolgt eine elektrotechnische Prüfung auf Hochspannung und Windungsschluss. Sind die Testergebnisse validiert, bekommt das Bauteil entweder eine Seriennummer und eine OK–Lasermarkierung oder der Fehlercode der NOK-Messung wird markiert.
Nach der Prüfung werden die Bauteile erneut auf der Prüfposition eins positioniert. Ein Vision-Sensor überprüft die Lasermarkierung. Wenn das Bauteil nicht in Ordnung war, werden die Spulenenden mit einem pneumatischen Zylinder verbogen. Das Bauteil passt somit nicht mehr in die vorgesehene Ablage der IO-Teile und kann nicht versehentlich wieder in den Prozess eingeschleust werden.
Nach beendetem Prozess öffnet sich das Automatiktor und das Bauteil kann entnommen werden. Bei einer IO-Markierung, kann dieses in das Ablagetray gelegt werden. Mit der Betätigung des Starttasters überprüft ein zweiter Vision-Sensor die Befüllung des IO-Trays. Sobald 18 Bauteile im Tray sind, öffnet sich ein pneumatischer Stopper und das volle Ablagetray wird über eine Rollenbahn durch ein leeres ersetzt.


Wir bei AUTFORCE haben uns auf Prüfsysteme & Industriesoftware spezialisiert. Treten Sie in Kontakt mit uns. Gemeinsam finden wir die beste Lösung für Ihre Herausforderung!
Christian Hanbauer
Experte Prüfsysteme
+43 (664) 88 71 02 50
[email protected]
Jetzt unverbindliche Ersteinschätzung einholen: