Platzsparend
Dank der kompakten, ergonomischen Bauweise wurde der vorhandene Platz bestmöglich genutzt.
Individuelle Anlagen von AUTFORCE
Unsere Kompetenz im Bereich individuelle Anlagen durften wir
bei einer Wickelanlage für Kupferspulen unter Beweis stellen.
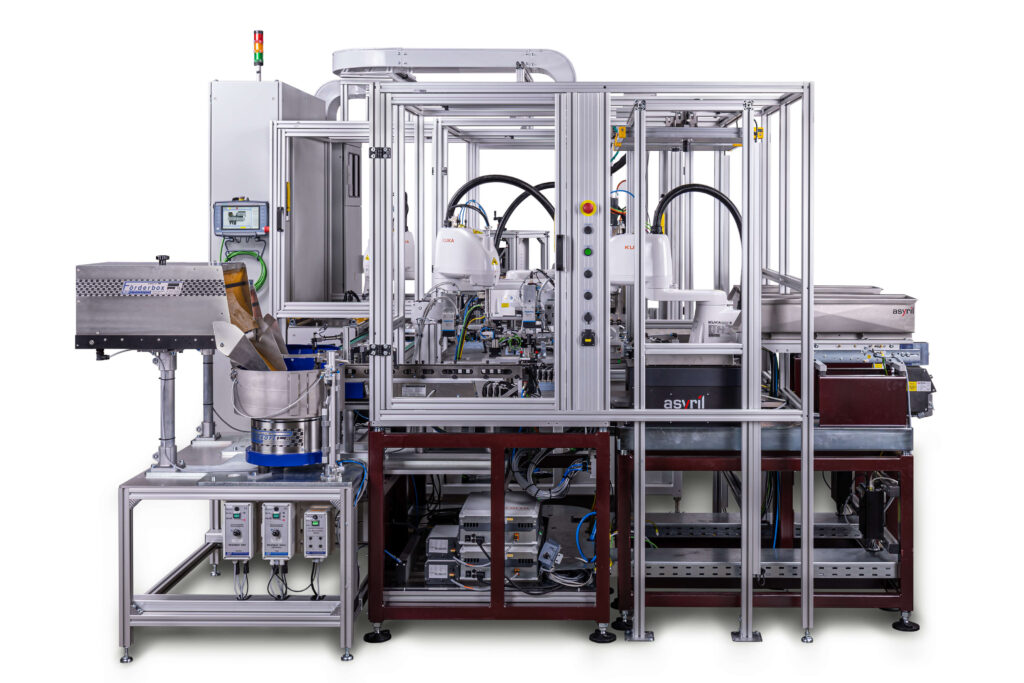
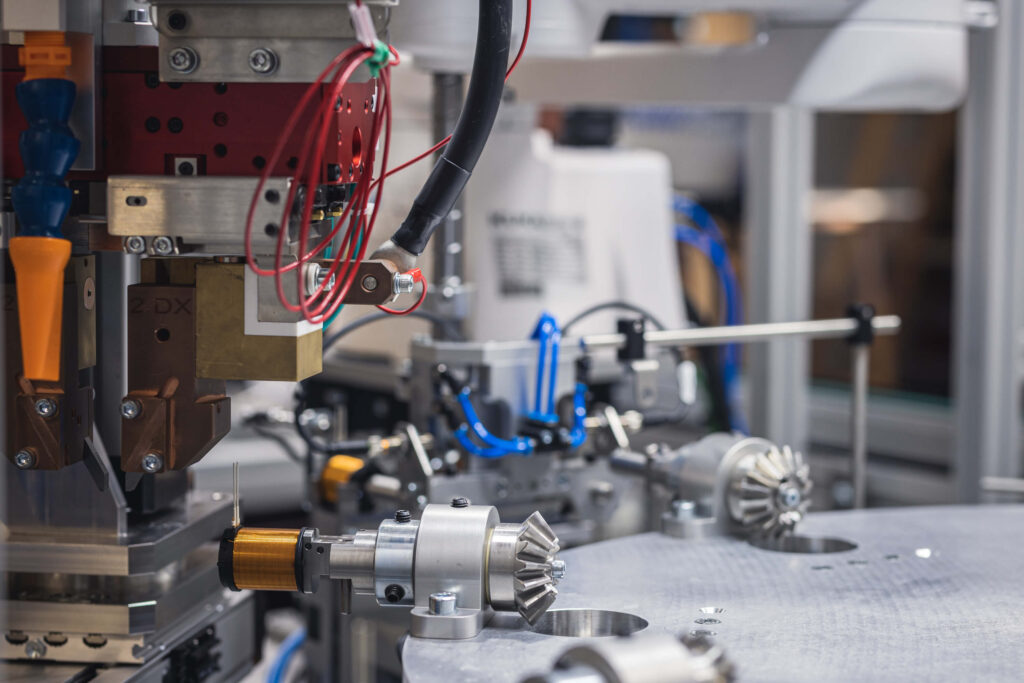
Eine bestehende Wickelanlage für Kupferspulen wurde in eine neue, digital vernetzte Anlage eingebunden. Ziel des Projekts war es, die bestehende Altanlage so umzubauen, dass diese nach dem Umbau für die Produktion unterschiedlicher Typen von Magnetspulen verwendet werden kann. Die gewickelten Spulenkörper werden in weitere Prozessschritte übergeführt und nach dem Widerstandsschweißen einer optischen Qualitätskontrolle unterzogen. Besonderer Wert wurde darauf gelegt, das vorhandene Equipment bestmöglich zu nutzen und eine optimale Automatisierungslösung auf der verfügbaren Produktionsfläche zu realisieren.
Unsere Leistungen erstreckten sich dabei von der Konstruktion über den mechanischen Aufbau, die Risikoanalyse, die Elektrische Planung, den Schaltschrankbau, die Elektrische Installation, die Steuerungsprogrammierung, sowie die Bereitstellung der Hardware
Dank der kompakten, ergonomischen Bauweise wurde der vorhandene Platz bestmöglich genutzt.
Die Anlage lässt sich mit geringem Aufwand um weitere Typen erweitern.
Es wurde ein Großteil der Komponenten der bestehenden Anlage wiederverwendet. (Grundgestell, Rundtakttisch, Förderband)

Durch die lückenlose Qualitätssicherung mittels Kameraprüfung wird die Fehlerquote ihrer Produktion minimiert.
Der Roboter entnimmt die von der Wickelmaschine gewickelten Spulen und legt diese mittels Doppelgreifer in ein Übergabenest. Dieses Übergabenest bestückt anschließend den Rundtakttisch.
Am Rundtakttisch werden die Kontakte der Spulenkörper mit einem Schweißkopf verschweißt.
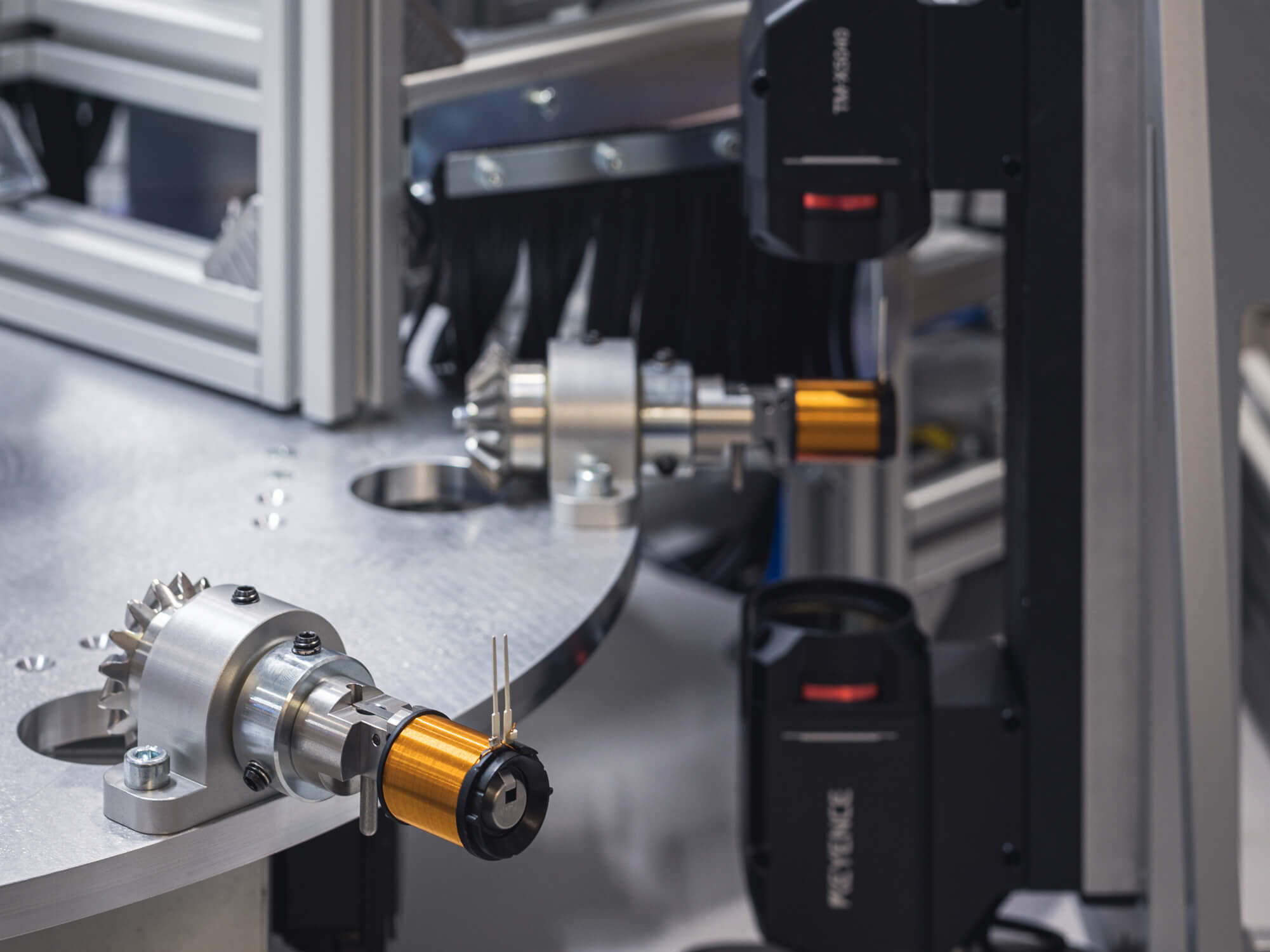
Nach dem Verschweißen wird der Durchmesser Spulenkörper mit einem Keyence Profilprojektor auf Richtigkeit überprüft. Anschließend werden die Schweißkontakte durch zwei Keyence Kameras auf Richtigkeit und Qualität überprüft.
Im nächsten Schritt werden die Spulenkörper über ein Übergabenest vom Rundtakttisch entnommen und anschließend mittels Roboter in die IO- bzw. NIO-Horde abgelegt. Der Abtransport der Horde erfolgt durch ein Förderband.




Wir bei AUTFORCE haben uns auf Prüfsysteme & Industriesoftware spezialisiert. Treten Sie in Kontakt mit uns. Gemeinsam finden wir die beste Lösung für Ihre Herausforderung!
Christian Hanbauer
Experte Prüfsysteme
+43 (664) 88 71 02 50
[email protected]
Jetzt unverbindliche Ersteinschätzung einholen: